Aluminum anodizing stands as a pivotal surface treatment method, widely employed to enhance the corrosion resistance, wear resistance, and aesthetic appeal of aluminum components across a spectrum of industries. Its prevalence in sectors ranging from aerospace and automotive to architecture and consumer electronics underscores its importance and the relevance of tools that facilitate process control. Within this critical process, the “720 rule” emerges as a fundamental guideline, providing a straightforward calculation to estimate the duration required to achieve a desired thickness of the anodic layer. This article aims to provide a comprehensive explanation of the “720 rule,” delving into its definition, origin, applications, underlying principles, limitations, and overall significance in the realm of aluminum processing.
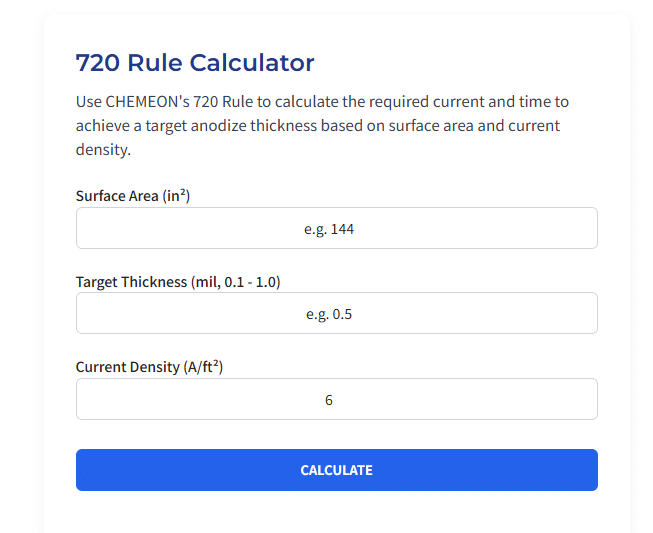
According to the 720 Rule, it takes 720 amp-minutes of current per square foot of aluminum surface to produce an anodic oxide layer that is 1 mil (0.001 inch) thick. To simplify this calculation, FabRapid offers a practical 720 Rule Calculator that allows users to easily determine the required anodizing time, current density, or target thickness based on their drawing specifications.
Understanding the “720 Rule”
In the context of aluminum anodizing, the “720 rule” serves as a fundamental guideline that aids in predicting the necessary time to form a specific thickness of anodic oxide on aluminum.1 This rule establishes a clear relationship between the electrical current applied to the aluminum surface and the resulting thickness of the anodic oxide layer that develops over time.24 At its core, the principle of the “720 rule” dictates that 720 amp-minutes per square foot are required to produce an anodic oxide layer with a thickness of one mil.23 The consistency of this value across various sources within the industry suggests a well-established empirical finding.23
The “720 rule” is encapsulated in the following formula, which can be rearranged to solve for different variables depending on the known parameters 1:
- Time (minutes) = (720 × Thickness (mils)) / Current Density (Amps/ft²)
- Current Density (Amps/ft²) = (720 × Thickness (mils)) / Time (minutes)
- Thickness (mils) = (Current Density (Amps/ft²) × Time (minutes)) / 720
In these formulas, “mil” is defined as one-thousandth of an inch (0.001″) or 25.4 microns.1 Essentially, the “720 rule” provides a direct and quantifiable relationship between key anodizing parameters, enabling a predictable and controlled formation of the oxide layer.
| result | unit | |
| Time = (720 × Thickness) / Current Density | Time | Minutes |
| Current Density = (720 × Thickness) / Time | Current Density | Amps per square foot (ASF) |
| Thickness = (Current Density × Time) / 720 | Thickness | Mils (0.001 inches or 25.4 microns) |
The Genesis of the 720 Rule
The origin and historical development of the “720 rule” within the aluminum anodizing industry, while a fundamental guideline today, lack precise documentation regarding its initial inception.23 It is understood that the rule emerged from extensive research aimed at establishing a clear correlation between the electrical current employed during anodization and the resulting oxide thickness, thereby standardizing the overall process.23 One suggestion posits that this relationship might be rooted in electrochemical principles, potentially derived from the Ilkovic equation through the application of the half-cell potential for aluminum, as proposed by Runge-Marchese in 1999.24 This potential link to the Ilkovic equation hints at a foundation in electrochemistry, even though the specific derivation may not be widely known.24
Regardless of its exact origin, the “720 rule” has played a significant role in making the anodization process more predictable, leading to notable advantages such as enhanced consistency in results, improved predictability of processing times, and increased overall efficiency.1 Over time, it has evolved into a fundamental guideline within the industry, widely adopted for its practical utility in controlling the anodizing process.
How the 720 Rule Works: Underlying Principles
The “720 rule” operates within the framework of the electrochemical process of aluminum anodizing.1 This process involves immersing an aluminum part, acting as the anode, in an acidic electrolyte solution, typically sulfuric or chromic acid.1 A direct electrical current is then passed through the electrolyte, causing the surface of the aluminum to oxidize and form a protective anodic oxide layer (Al₂O₃).1
The “720 rule” essentially quantifies the relationship between the electrical charge applied to the aluminum (calculated as the product of current density and time) and the resulting thickness of the oxide layer.1 The rule indicates that a specific amount of electrical charge per unit area is necessary to facilitate the growth of a certain thickness of the oxide layer. For the “720 rule” to be effectively applied, maintaining a constant current density throughout the anodizing process is crucial.1 This ensures a consistent rate of film growth on the aluminum surface.1 To achieve this constant current density as the oxide layer grows (which increases electrical resistance), the voltage across the electrochemical cell is typically increased.1 In essence, the “720 rule” is an empirical relationship that simplifies the intricate electrochemical reactions of anodizing into a practical formula for controlling oxide thickness under the specific condition of constant current.
Practical Applications of the 720 Rule
The primary application of the “720 rule” lies in its ability to estimate the duration of the anodizing process required to achieve a desired thickness of the oxide layer on aluminum components.1 By utilizing the formula, anodizers can calculate the necessary time (in minutes) based on the target thickness (in mils) and the selected current density (in Amps/ft²).1 This rule finds practical application across different types of sulfuric acid anodizing, including Type II, which involves conventional coating thicknesses 5, and Type III, known as hard coat anodizing, which results in thicker, more durable coatings.5 The rule’s applicability to both these common types of sulfuric acid anodizing underscores its robustness and broad utility within the industry.24
The “720 rule” is particularly important for ensuring the production of consistent and high-quality anodic coatings. These coatings are crucial for enhancing the durability, corrosion resistance, and aesthetic properties of aluminum products.1 Beyond the operational level, the rule is also valuable for managers, estimators, and planners in the aluminum finishing industry, providing a reliable method for process control and cost estimation.25
Navigating the Limitations and Considerations
While the “720 rule” serves as a valuable tool in aluminum anodizing, it is essential to acknowledge its limitations and the considerations that must be taken into account for accurate application. One primary limitation is that the rule is strictly valid only when employing a constant-current anodizing process. Furthermore, the rule’s accuracy can be compromised when dealing with certain aluminum alloys, particularly those that are highly alloyed and contain significant proportions of non-aluminum constituents, such as alloys 2024 and 7075. The potential for the rule to be less accurate with these alloys highlights the influence of material composition on the anodizing process, a factor not directly addressed by the simple formula.
Another important consideration is that the basic “720 rule” formula does not explicitly account for the temperature of the electrolyte bath.1 Temperature is a critical parameter in electrochemical processes, and variations in electrolyte temperature can influence the rate of the anodizing reaction, potentially leading to deviations from the estimations provided by the rule.1 Additionally, factors such as a high concentration of dissolved aluminum in the anodizing bath can extend the required anodizing time and affect the final film thickness.23 The surface finish of the aluminum part prior to anodizing can also have an impact on the results of the process.1 Therefore, in scenarios involving non-constant current processes, complex part geometries that might affect current distribution, or variations in electrolyte concentration or agitation, the “720 rule” might provide less accurate estimations or necessitate adjustments to the calculated parameters.
Illustrative Examples and Practical Scenarios
To illustrate the practical application of the “720 rule,” consider a few examples. If a desired anodic oxide thickness of 1 mil is required and a current density of 24 Amps/ft² is used, the estimated anodizing time can be calculated as follows: Time = (720 × 1) / 24 = 30 minutes. Similarly, if a thickness of 2 mils is desired with a current density of 30 Amps/ft², the calculation would be: Time = (720 × 2) / 30 = 48 minutes.
In practical anodizing, it is also important to consider the initial ramp-up period of the electrical current at the beginning of the process. Oxide layer formation occurs even during this ramp-up phase, affecting the total time needed at the target current density. A concept known as ramp compensation is often employed, which suggests that the amount of oxide formed during the ramp is approximately half of what would be produced if the full current density were applied for the same duration. For instance, if the “720 rule” predicts that 60 minutes are required at a current density of 12 ASF to achieve a 1 mil thickness, and a 6-minute ramp-up is used, the ramp-compensated dwell time would be 60 – (6/2) = 57 minutes. To simplify these calculations, various “720 rule” calculators are available, both as online tools and software applications. The availability of these tools underscores the practical utility and widespread acceptance of the “720 rule” within the aluminum finishing industry.
| ASF | Time to 1 Mil (minutes) |
| 12 | 60 |
| 18 | 40 |
| 24 | 30 |
| 30 | 24 |
Significance and Implications for the Aluminum Industry
The “720 rule” holds significant importance for achieving consistency, predictability, and efficiency in aluminum anodizing processes.1 Adhering to this rule ensures a uniform thickness of the anodic layer, which is vital for maintaining the quality and performance of the final product.23 It allows for accurate estimations of the anodizing time required, thereby reducing process variability and improving overall production planning.1 By providing a reliable method for determining process parameters, the “720 rule” minimizes the need for trial-and-error, leading to savings in both time and resources.23 Furthermore, it facilitates compliance with specific industry standards and specifications that often mandate
Conversely, deviating from the “720 rule” or neglecting its inherent limitations can lead to several potential consequences. Inconsistent coating thicknesses may result, causing variations in crucial properties such as corrosion resistance, wear resistance, and the ability to effectively absorb dyes for coloration. There is also an increased risk of under-anodizing, where the oxide layer is too thin to provide adequate protection, or over-anodizing, which can negatively impact part dimensions and potentially lead to a brittle coating. Ultimately, such deviations can result in process inefficiencies and elevated production costs. Despite its simplicity, the “720 rule” remains a fundamental tool not only for large-scale industrial applications but also for smaller-scale, do-it-yourself anodizing projects.
Conclusion
In summary, the “720 rule” for aluminum anodizing is a widely recognized and utilized guideline that provides a practical method for estimating the anodizing time required to achieve a desired thickness of the anodic oxide layer. Based on the principle that 720 amp-minutes per square foot are needed to produce one mil of oxide, the rule is expressed through a simple formula relating time, thickness, and current density. Its primary application lies in ensuring predictable and consistent results in sulfuric acid anodizing processes. While the exact origins remain somewhat obscure, the rule’s empirical basis and practical utility have cemented its place as a fundamental tool within the aluminum finishing industry. However, it is crucial to acknowledge the limitations of the “720 rule,” particularly its applicability to constant-current processes and potential inaccuracies with certain aluminum alloys or under varying electrolyte conditions. By understanding both the significance and the limitations of this rule, professionals in the aluminum industry can effectively leverage it to achieve high-quality anodized products while optimizing their processing parameters.
Why Choose FabRapid for Your CNC Machining Needs?
FabRapid offers fast and professional custom machining solutions. We accept both 2D drawings and 3D CAD files, with no minimum order quantity. Whether you need one prototype or a small batch of parts, we deliver quickly and reliably. With advanced CNC machines, strict quality control, and an experienced team, we provide high-precision parts with smooth surfaces that meet your exact specifications. FabRapid is your trusted, flexible, and efficient manufacturing partner.